

What is a Raw Material Warehouse? Advantages & How to Store
A raw material warehouse is a specialized storage facility designed to house essential inputs like metals, fabrics, chemicals, or components before they enter the production process. Proper storage ensures materials remain safe, organized, and readily available, helping manufacturers streamline operations. In this article, we’ll explore what a raw material warehouse is, the key advantages it offers, and best practices for storing raw materials effectively to maximize efficiency and minimize waste.
What is a Raw Material Warehouse?
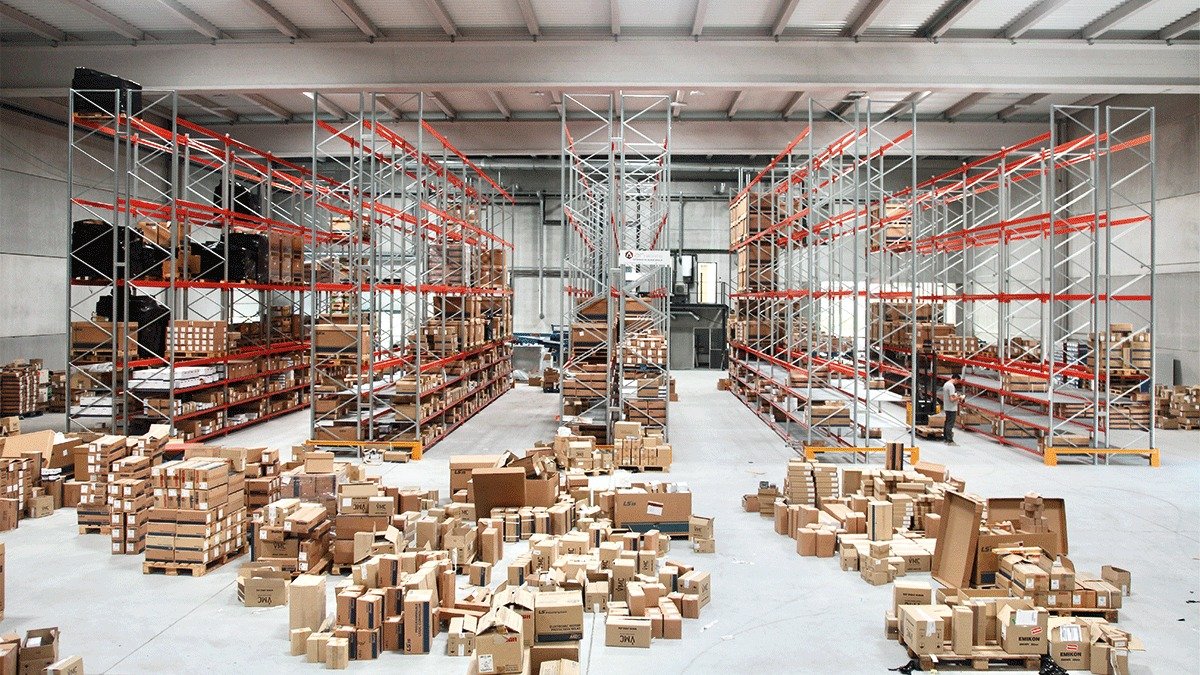
A raw material warehouse is a specialized storage facility used to store the basic materials required in manufacturing processes. These materials are typically unprocessed or semi-processed and are sourced directly from suppliers for use in the production of finished goods.
The raw material warehouse typically incorporates various systems for inventory management, including barcode scanning, RFID tracking, and automated systems, to ensure real-time visibility and control over stock levels. A key aspect of managing raw material warehouses is optimizing storage space, as the materials can come in various shapes, sizes, and packaging forms.

Characteristics of a Raw Material Warehouse
Strategic Location
The location of a raw material warehouse is pivotal for minimizing transportation costs and lead times. Ideally, it should be situated close to key suppliers or production facilities, ensuring fast and cost-efficient delivery. A warehouse located near major transportation hubs, such as ports, airports, or highways, can streamline logistics operations, resulting in reduced delivery times and lower fuel expenses.
Adequate Storage Capacity
A well-designed warehouse must have the capacity to store large quantities of raw materials without overcrowding. Sufficient space enables better inventory management, thereby reducing the risk of stockouts or overstocking. This ensures a continuous supply chain flow, minimizing the need for frequent restocking and optimizing both storage and operational costs.
Temperature and Humidity Control
For certain raw materials, maintaining specific temperature and humidity levels is essential to preserve their quality. Warehouses should be equipped with climate control systems to regulate these factors. This is particularly crucial for materials such as chemicals, food products, or pharmaceuticals, where improper storage conditions can lead to degradation or contamination.
Efficient Organisation
Efficient organisation within a warehouse ensures smooth material handling and reduces operational bottlenecks. Implementing systems like racking, shelving, and clearly marked storage areas can enhance material retrieval times. Advanced warehouse management systems (WMS) also help track inventory in real time, ensuring precise stock counts and reducing errors.
Proper Handling of Materials
Proper handling of materials minimizes damage during storage and retrieval. Forklifts, conveyors, and pallet jacks should be regularly maintained to ensure safe and efficient operations. Additionally, staff should be trained on best practices for material handling, reducing the risk of accidents, and improving productivity.
Regulatory Compliance
Raw material warehouses must adhere to local, national, and international regulations, especially when storing hazardous or sensitive materials. Compliance with safety standards, environmental regulations, and industry-specific certifications (such as ISO or FDA guidelines) is crucial. Non-compliance can lead to fines, legal issues, or even the shutdown of operations.
Flexibility
Flexibility in warehouse operations allows businesses to adapt to changing demands and market conditions. This could mean the ability to scale storage space based on seasonal fluctuations or accommodate new materials. An agile warehouse can easily adjust to different inventory types, packaging changes, or fluctuations in production schedules, ensuring business continuity.
Advantages of a Raw Material Warehouse
Higher Production Efficiency
A well-organized raw material warehouse significantly boosts production efficiency by ensuring timely access to essential materials. With strategic inventory management systems, such as automated stock tracking and just-in-time (JIT) delivery, raw materials can be efficiently allocated to the production line, minimizing downtime. This leads to continuous workflow and optimal machine utilization, ensuring that production runs smoothly without delays due to material shortages.
Optimised Storage Space
Efficient use of warehouse space is critical for reducing operational congestion and maximizing storage capacity. By implementing techniques like vertical racking systems, palletized storage, and real-time stock monitoring, raw material warehouses can optimize their available space. This minimizes the need for unnecessary expansion while allowing for better organization and easy access to high-turnover materials, which enhances the overall efficiency of the warehouse.
Reduced Operational Costs
A raw material warehouse enables businesses to reduce operational costs by minimizing waste and lowering storage expenses. Through improved inventory management practices, such as the First-In, First-Out (FIFO) method and real-time tracking systems, businesses can prevent overstocking or stockouts. This leads to reduced holding costs, fewer obsolete materials, and lower transportation fees due to more efficient routes and optimized order processing.
Improved Safety
Safety within a raw material warehouse is essential to protect both the workforce and the materials themselves. By implementing robust safety protocols, including clear signage, proper material handling procedures, and regular staff training, the risk of accidents is greatly minimized. Using protective equipment and designing the layout for easy navigation also reduces hazards, ensuring a safe environment and compliance with safety regulations.
Streamlined Workflows
A well-structured raw material warehouse enhances workflows by reducing the time spent on material retrieval and handling. Advanced technologies such as warehouse management systems (WMS) and barcode scanning streamline order picking, sorting, and dispatching. This automation and improved layout planning minimize delays, enhance coordination across departments, and ensure that raw materials are delivered to production lines in the shortest time possible, contributing to smoother overall operations.

Core Objectives of a Raw Material Warehouse
Maintain Quality and Safety Standards
The primary goal of any raw material warehouse is to maintain the integrity and safety of the materials stored. This is achieved by implementing stringent quality controls, ensuring proper storage conditions, and adhering to health and safety regulations. Temperature-controlled zones, humidity monitoring, and regular inspections are critical practices to prevent contamination or deterioration of materials. Warehouse staff must be trained in safety protocols, including handling hazardous materials, and comply with safety guidelines to prevent accidents or material spoilage.
Ensure Effective Stock Control
Effective stock control is crucial for preventing stockouts or overstocking, which can disrupt production schedules and result in unnecessary costs. By employing inventory management systems, such as barcode scanning or RFID technology, warehouses can track material movements in real-time, ensuring accurate stock levels. Regular stock audits, cycle counting, and integration with production systems help maintain smooth workflows, reduce the risk of material shortages, and ensure that raw materials are available when needed, without excessive buildup of obsolete stock.
Minimise Losses and Storage Costs
Reducing losses and controlling storage costs are key to maintaining a cost-effective warehouse operation. By optimizing space utilization, employing automated storage and retrieval systems (ASRS), and implementing proper inventory rotation (FIFO or LIFO), warehouses can minimize unnecessary storage expenses. Additionally, regular maintenance of equipment and facilities prevents breakdowns that could result in material losses. Efficient warehouse layout planning and inventory forecasting also help reduce the holding costs associated with overstocking and understocking.
Enhance Operational Efficiency
Operational efficiency in a raw material warehouse is achieved through streamlined processes, automation, and employee training. By integrating warehouse management systems (WMS) with enterprise resource planning (ERP) systems, warehouses can improve order accuracy, expedite material handling, and lower labor costs. Automation technologies, such as conveyor systems and robotic palletizers, further optimize material movement, reducing human error and increasing throughput. Continuous process improvement initiatives, including Lean and Six Sigma methodologies, help identify bottlenecks, minimize waste, and improve overall warehouse performance.
Best Practices for Raw Material Handling
Efficient Warehouse Layout
A well-organized warehouse layout is essential for smooth raw material handling. By strategically placing high-demand materials closer to production areas and optimizing aisle widths for efficient material movement, companies can minimize handling time and reduce risks of damage. Additionally, proper zoning for different types of materials, whether bulk or fragile, ensures a more controlled environment.

Diligent Inventory Tracking
Implementing real-time tracking systems, such as barcode scanners or RFID tags, allows for the quick identification of materials, thereby reducing errors and improving accuracy. By regularly auditing inventory levels, companies can avoid common logistical issues such as:
Overstocking Risks
Overstocking raw materials leads to bottlenecks that hinder warehouse efficiency, resulting in longer lead times for new orders. To mitigate overstocking, companies should accurately forecast demand and adjust their purchasing cycles accordingly, thereby minimizing both inventory holding costs and wasted space.
Understocking Risks
Understocking poses can cause delays and even halt production lines. Accurate demand forecasting, combined with real-time inventory management, ensures a steady supply of raw materials and prevents costly disruptions in the supply chain.
Compliance and Quality Assurance
Companies must adhere to safety standards, environmental regulations, and quality control requirements to avoid legal penalties and ensure the safety of workers and consumers. Regular audits and employee training programs on compliance guidelines can help maintain a safe and legally compliant warehouse.
Data-Driven Warehouse Management
Leveraging data-driven insights can significantly improve raw material handling efficiency. By utilizing advanced warehouse management systems (WMS) and data analytics, businesses can track inventory trends, monitor warehouse performance, and predict future material requirements. Real-time data enables quicker decision-making, minimizes human error, and optimizes storage, inventory levels, and order fulfillment. Investing in predictive analytics can help businesses forecast demand more accurately, reducing both overstocking and understocking risks while improving the overall supply chain responsiveness.
How to Store Raw Materials Effectively
Warehouse Assessment
Before any storage strategy can be implemented, companies must conduct a comprehensive warehouse assessment. This process involves analyzing the facility’s current condition, capacity, and workflow efficiency. Key areas of assessment include:
- Storage Needs Analysis: Determining the types of raw materials handled (bulk, fragile, hazardous, or perishable) to design suitable storage zones.
- Material Flow Mapping: Reviewing how materials move from receiving docks to storage and finally to production lines.
- Safety and Compliance Check: Ensuring that the warehouse meets local and international regulations, particularly when dealing with chemicals, food products, or pharmaceuticals.
- Technology Readiness: Evaluating existing warehouse management systems (WMS) to ensure accurate tracking and reporting.

Space Optimisation
A common challenge in raw material warehousing is maximizing limited space without overcrowding. Proper space optimisation ensures better inventory control and reduces unnecessary handling. Techniques include:
- Vertical Storage Solutions: Using high-racking systems and mezzanine floors to maximize cubic space.
- Zoning: Dividing the warehouse into designated areas for high-turnover, hazardous, or temperature-sensitive materials.
- Standardized Palletization: Storing raw materials on pallets for easier stacking and handling.
- Lean Layout Design: Ensuring that frequently accessed materials are stored closer to production areas to reduce retrieval times.

Labelling and Coding Systems
Proper labelling transforms a raw material warehouse into a well-structured, traceable, and error-free storage environment, ensuring that the right material reaches production at the right time. Effective practices include:
- Barcode and RFID Tags: Providing real-time visibility of stock movement.
- Color-Coded Labelling: Using distinct colors for categories such as hazardous, fragile, or perishable items.
- Digital Integration: Linking labels with warehouse management systems for automated updates.
- Compliance Labelling: Including safety instructions, batch numbers, and expiration dates to meet regulatory standards.
Applying FIFO Inventory Method
The First-In, First-Out (FIFO) inventory method is one of the most effective practices in raw material storage. It ensures that the oldest stock is used first, reducing waste and preventing material obsolescence. Key benefits of FIFO include:
- Quality Preservation: Prevents older materials from degrading or expiring in storage.
- Cost Savings: Reduces write-offs from obsolete or damaged inventory.
- Efficient Rotation: Keeps storage areas organized and ensures a continuous material flow.
- Regulatory Compliance: Meets industry requirements for safe handling of time-sensitive products.

A raw material warehouse plays a vital role in ensuring smooth production operations by safeguarding the quality, availability, and organization of essential inputs. With proper assessment, space optimisation, effective labelling, and inventory methods like FIFO, businesses can reduce costs while maintaining efficiency and safety. By implementing best practices, companies can turn their raw material warehouses into drivers of productivity, reliability, and long-term growth.









 Tiếng Việt
Tiếng Việt 中文 (中国)
中文 (中国)

